




 一覧に戻る
一覧に戻る
概要
完全焼なましは機械構造用炭素鋼と機械構造用合金綱にはよく行われる処理で、主に調質と軟化のために行われる。
01 加熱温度と冷却速度
機械構造用綱は、A3変態点より30~50℃位高温にしてオーステナイト状態にしてから徐冷すると、フェライトと層状パーライトの均一な組織が得られます。加熱温度は、高くなるほど結晶粒が粗大化しますから、必要以上の高温にすることは、靱性が低下するなどの機械的性質の点で好ましくありません。
加熱保持時間は肉厚25mmについて40分位が適しており、得られる硬さは、冷却速度が速いほど硬くなります。ちなみに、機械構造用炭素鋼の場合は一般的な炉冷で十分ですが、機械構造用合金鋼の冷却速度は20℃/h以下にします。
02 金属組織
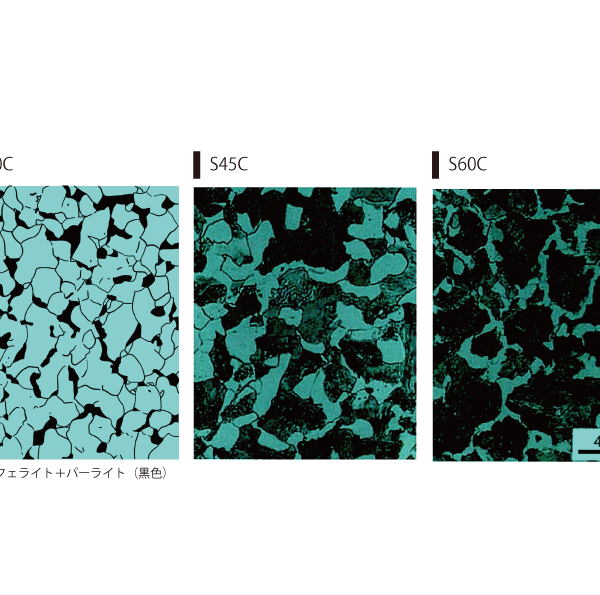
完全焼なまししたときの金属組織は、各綱種の平衡状態にほぼ準じて変化しますから、機械構造用炭素鋼であれば、パーライトの占有率から炭素含有量を推定することもできます。
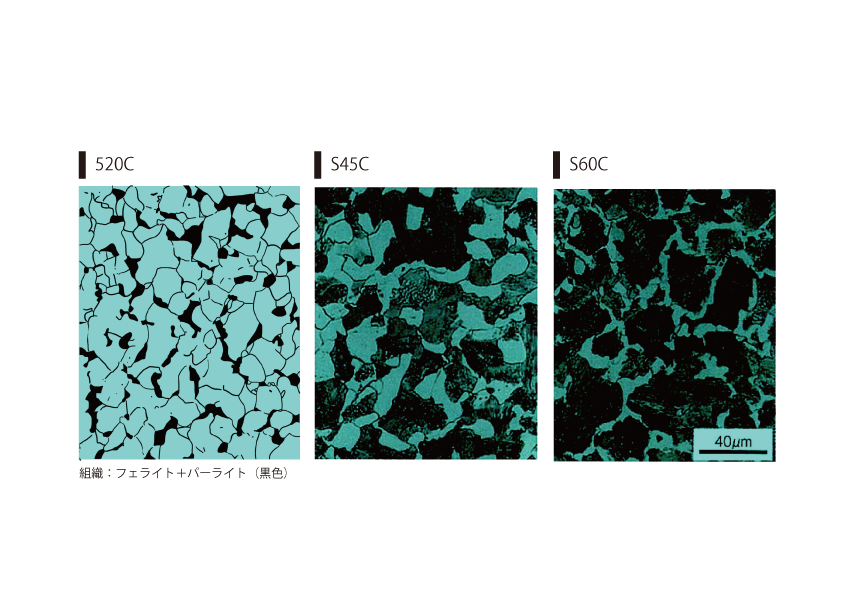
上記のように、明らかに炭素含有量が多いほどパーライトの占有率が大きいことが分かります。
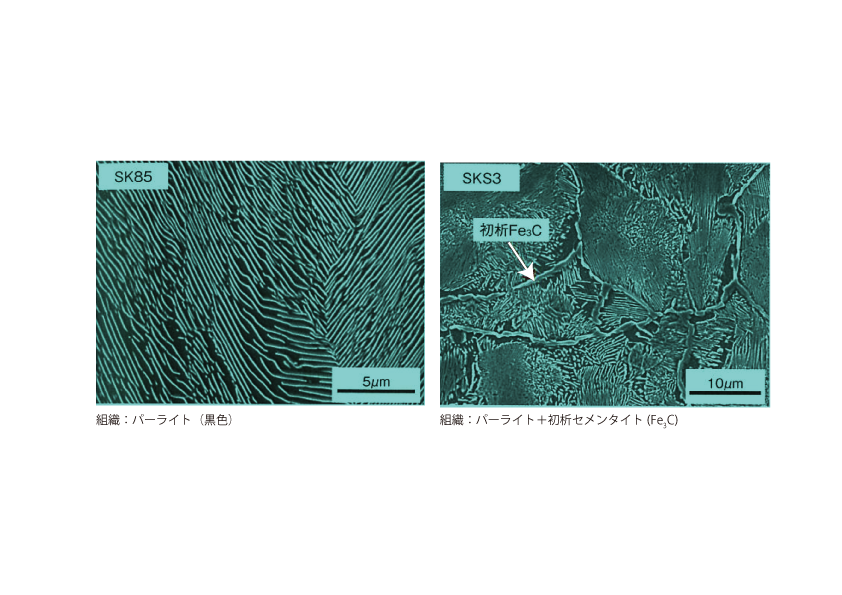
共析綱であるSK85の完全焼なまし組織は100%パーライトであり、1%以上の炭素を含有するSKS3の場合は、パーライトの他に結晶粒界に沿った初析セメンタイト(Fe3C)が析出します。ただし、このような多量のパーライトの存在は、焼入れ時に炭素の過剰固溶の原因となり脆化しますから、市販のSK材やSKS材の場合は完全焼なましすることはありません。
03 高合金鋼
| 綱種 | 焼なまし | JIS番号 | ||
| 加熱温度(℃)/冷却 | 硬さ(HB) | |||
| ステンレス綱 | SUS430 | 780~850/空冷または徐冷 | 183以下 | JIS G 4303 |
| SUS410 | 800~900/徐冷または約750/急冷 | 200以下 | ||
| SUS420J2 | 800~900/徐冷または約750/空冷 | 235以下 | ||
| SUS440C | 800~920/徐冷 | 269以下 | ||
| 高速度工具鋼 | SKH51 | 800~920/徐冷 | 255以下 | JIS G 4403 |
| SKH57 | 800~880/徐冷 | 293以下 | ||
| 合金工具鋼 | SKD61 | 820~870/徐冷 | 229以下 | JIS G 4404 |
| SKD11 | 830~880/徐冷 | 255以下 | ||
高合金鋼であるダイス鋼、高速度工具鋼、マルテンサイト系ステンレス綱などの焼なまし温度は、下記表に表すように、通常850℃位で行い、加熱保持時間は機械構造用鋼の1.5倍位必要です。さらに、焼入性が非常に良いため、冷却速度は10℃/h以下にする必要があり、通常の焼なましでは長時間を要するため、等温焼なましが適用されています。等温焼なましとは、等温変態(TTT)を利用した焼なまし法です。
お問合せ
お気軽にご相談ください
お気軽にご相談ください