




 一覧に戻る
一覧に戻る
概要
熱処理には、処理物全体を加熱・冷却して所定の特性を付与する熱処理と、表面のみ所定の特性を付与する表面熱処理がある。
01 全体熱処理
| 名称 | 主な適用鋼種 | 主な処理目的 | |
| 焼なまし | 完全焼なまし | 機械構造用鋼全般 | 組織の調整、軟化 |
| 球状化焼なまし | 機械構造用鋼全般 | 塑性加工性の改善、靱性の付与 | |
| 炭素工具鋼、低合金工具鋼、軸受鋼 | 靱性の付与、被削性改善 | ||
| 低温焼なまし | 鉄鋼材料全般 | 応力(加工、溶接、鋳造)の除去、軟化 | |
| 焼ならし | 機械構造用鋼全般 | 組織の微細化、組織の均質化、硬化 | |
| 焼入れ | 機械構造用鋼全般、ばね鋼、軸受鋼 | 硬化、機械的強度の向上 | |
| 工具鋼全般、マルテンサイト系ステンレス鋼 | 硬化、耐摩耗性の向上 | ||
| 焼戻し | 100~200℃ | 炭素工具鋼、低合金工具鋼、ダイス鋼 | 靱性の付与 |
| 400~450℃ | ばね綱、炭素工具鋼 | ばね特性の付与 | |
| 450~650℃ | 機械構造用鋼全般、マルテンサイト系ステンレス鋼 | 機械的性質の調整 | |
| 500~600℃ | 高速度工具鋼、ダイス鋼 | 耐摩耗性の向上、靱性の付与 | |
| サブゼロ処理 | 冷間成形用工具鋼、マルテンサイト系ステンレス鋼 | 耐摩耗性の向上、経年変化の防止 | |
| 固溶化処理 |
オーステナイト系ステンレス鋼 | 粒間腐食の防止、軟化 | |
| 析出硬化系ステンレス綱、マルエージング鋼 | 合金成分の固溶 | ||
| 析出硬化処理 | 析出硬化系ステンレス綱、マルエージング鋼 | 機械的強度の向上、ばね特性の付与 | |
| 等温熱処理 |
オーステンパ | 機械構造用合金鋼、ばね鋼 | 靱性の付与、ばね特性の付与 |
| マルテンパ | 合金工具鋼、機械構造用合金鋼 | 焼入歪を軽減した焼入硬化 | |
鉄鋼材料を対象とした熱処理は様々で、適用される綱種や処理目的が異なります。例えば、機械構造用鋼や工具鋼において、焼なましは軟らかくすることを、焼入れは硬くすることを、焼戻しは強靱性を付与することを目的としています。ただし、まったく同じ加熱冷却操作であっても、対象鋼種が異なる場合や、処理目的が異なる場合には熱処理の名称も変わります。例えば、焼入れと固溶化処理は、両方とも高温から急冷する操作ですが、焼入れは硬化するものが対象であり、固溶化処理はオーステナイト系ステンレス鋼のように軟化するものが対象になります。
なお、焼なましや焼入れは普通熱処理と称されますが、特殊な冷却操作を行うオーステンパやマルテンパは特殊熱処理に分類されることが多いようです。オーステンパとは、400℃位の温度に制御された熱浴中に急冷し、その温度で所定時間保持してベイナイト組織を得るもので、ばねの熱処理法としてよく利用されています。また、マルテンパは焼入冷却の際に、Ms点直上の温度で保持した後に焼入れするもので、変形の少ない焼入法として利用されています。
02 冷却操作と熱処理の名称
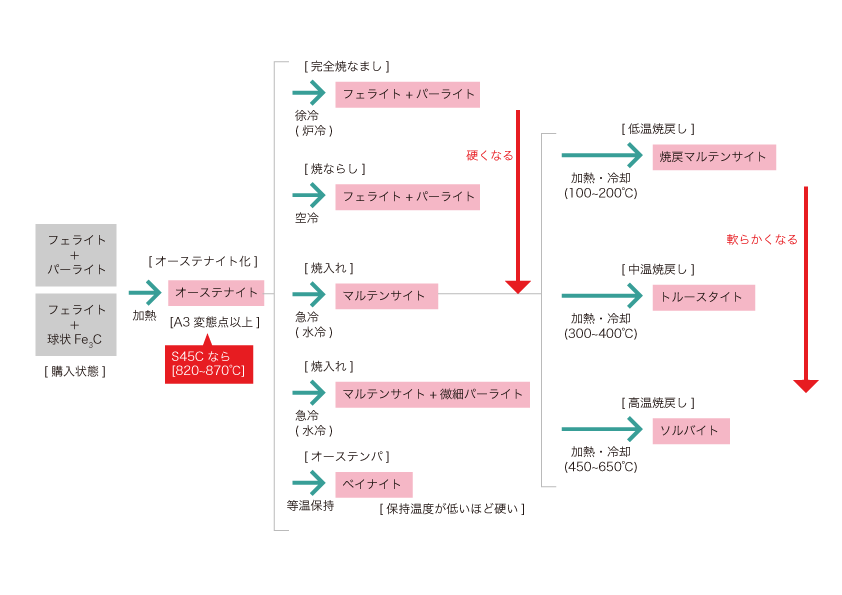
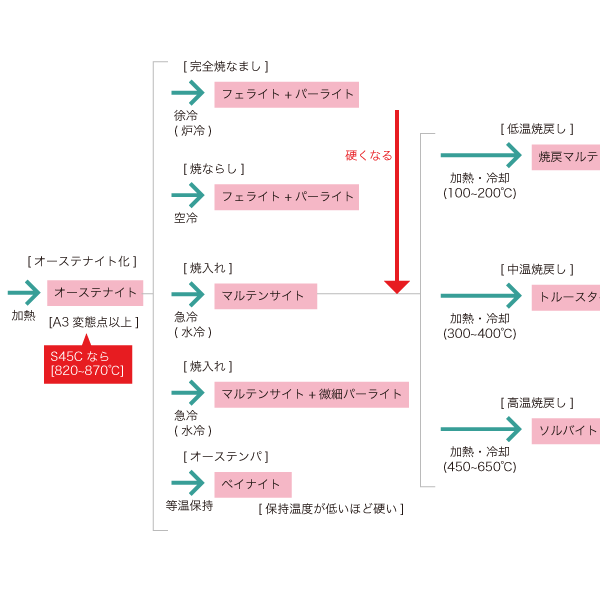
熱処理の基本である機械構造用鋼を例として、加熱・冷却操作と組織変化および熱処理の名称との関係を示しました。なお、加熱温度はA3変態点以上で、完全なオーステナイト組織にし、その後の冷却または加熱操作の蟻害について記述しました。例えば、S45CやSCM440であれば、それらを焼入れする際の標準的なオーステナイト化温度である820~870℃です。
本図から、加熱温度は同じでも冷却操作が異なるだけで、金属組織および熱処理の名称も変わることがわかります。すなわち徐冷する操作は完全焼なまし、空冷する操作は焼ならし、両者ともフェライトとパーライトの混合組織です。さらに冷却を早めるために、水や油で急冷する操作は焼入れといい、このときの金属組織はマルテンサイトで、もっとも高い硬さが得られます。
お問合せ
お気軽にご相談ください
お気軽にご相談ください