多摩冶金ができること
多摩冶金の取り組み
多摩冶金のこと
お知らせ
工程確認
採用情報
採用案内





 一覧に戻る
一覧に戻る
概要
鉄鋼材料の持っている最高の特性を発揮させるためには、理想的には焼入れによって、生地組織を完全なマルテンサイト組織にすることです。
01 焼入れの目的
焼入れの目的は、機械構造用鋼と工具綱とでは異なります。機械構造用鋼に対する目的は、高い強度を付与することであり、焼入れ後に施す焼戻しとの組み合わせによって、要求される機械的性質を得るために重要な熱処理です。工具鋼に対する目的は、炭化物を固溶させて十分な硬さを得ることです。
02 炭素鋼の標準焼入温度
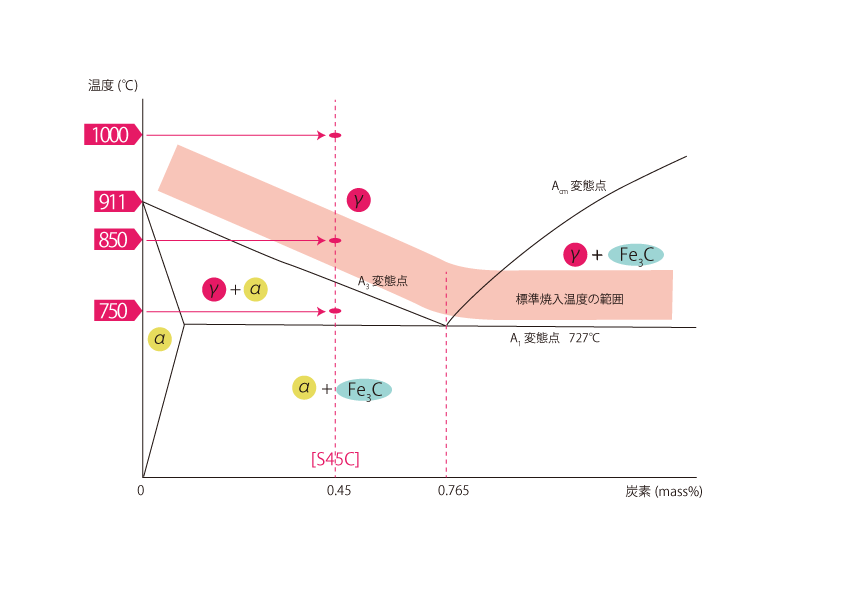
焼入れによって高い硬さを得るためには、必ず所定の温度に加熱してオーステナイト組織にしなければなりません。適正温度より低い場合には不完全焼入れになり、高すぎる場合には靱性や延性の点で問題が生じます。
炭素鋼の焼入温度は、基本的には下図に示すように、鉄ー炭素系平衡状態図から決められます。例えば、亜共析綱であるS45CのA3変態点は780℃位ですから、標準焼入温度範囲は820~870℃です。
03 亜共析綱における焼入温度と金属組織
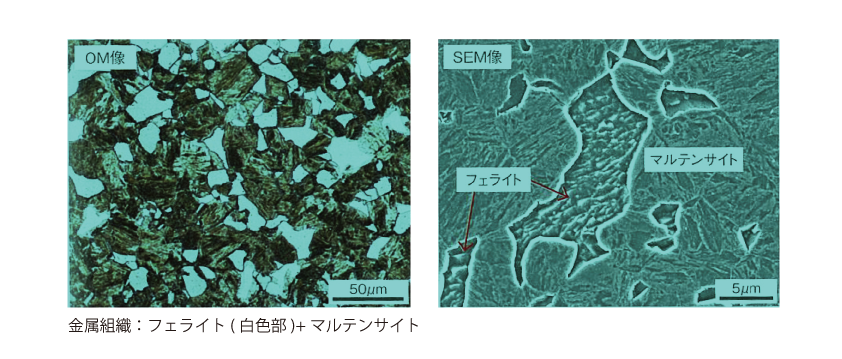
上図に示したように、炭素量が0.45%(S45C)について、3種類の温度から焼入れしたときの顕微鏡組織を下図に示します。
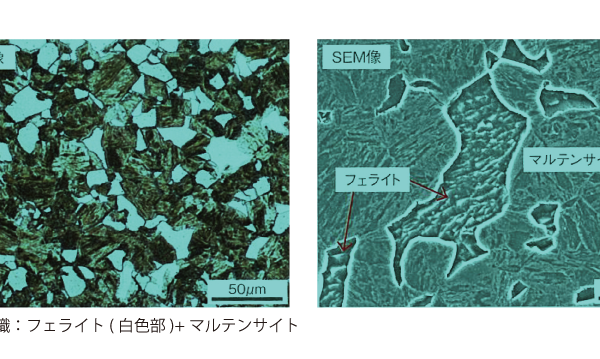
750℃(A1変態点とA3変態点の中間の温度)から焼入れしたとき
この場合における加熱状態ではオーステナイト(γFe)とフェライト(αFe)の混合組織ですから、これを急冷するとオーステナイトはマルテンサイトに変態しますが、フェライトは室温まで変化しません。
850℃(標準焼入温度の範囲)から焼入れしたとき
この温度で加熱したときには、完全なオーステナイト組織が得られますから、急冷してMs点を通過すれば理想的なマルテンサイト組織が得られます。
1000℃(標準焼入温度よりもかなり高温)から焼入れしたとき
焼入れによって完全なマルテンサイトが得られますが、850℃のときのマルテンサイトに比べて粗大であり、脆化していることが予想されます。

お問合せ
熱処理のことならなんでも
お気軽にご相談ください
お気軽にご相談ください
熱処理のことならなんでも
お気軽にご相談ください
お気軽にご相談ください
TOP
フォームでお問合せ