




 一覧に戻る
一覧に戻る
概要
焼ならししたものは、完全焼なまししたものよりも若干硬化するため、被削性の改善や焼入れの代替処理として利用されることもあります。
01 焼ならし法と特徴
焼ならしとは、機械構造用綱を対象としてよく行われる熱処理です。変態点より高い温度で加熱保持してから空冷する操作をいいます。熱間鍛造された鋼は結晶粒が粗大化して組織的にも不均一ですが、焼ならしを施すことによって結晶粒が微細化して均一組織になります。
完全焼なましした機械構造用鋼は軟らかすぎて切削加工が困難です。そこで焼ならしによって若干硬化しますから、被削性の改善を目的として施される例お多く、焼入れの代替処理として利用されることもあります。
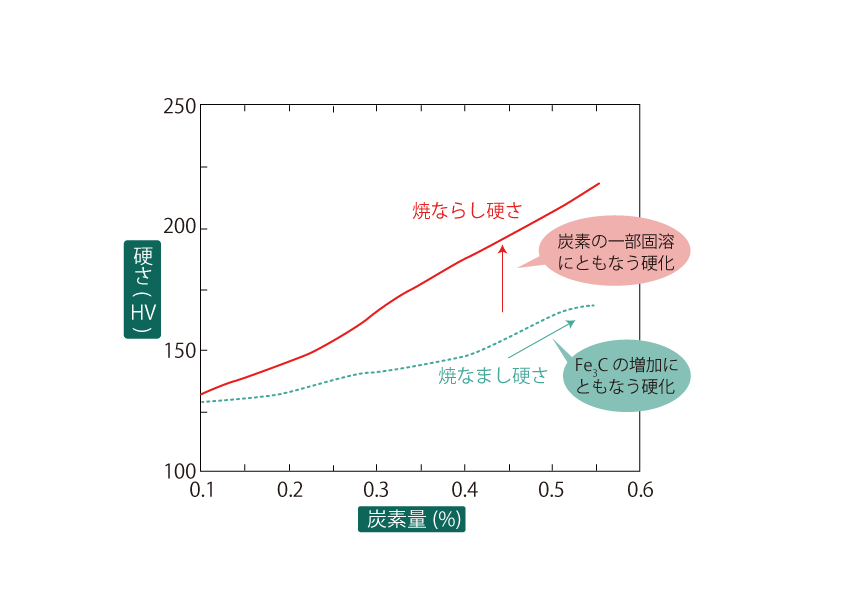
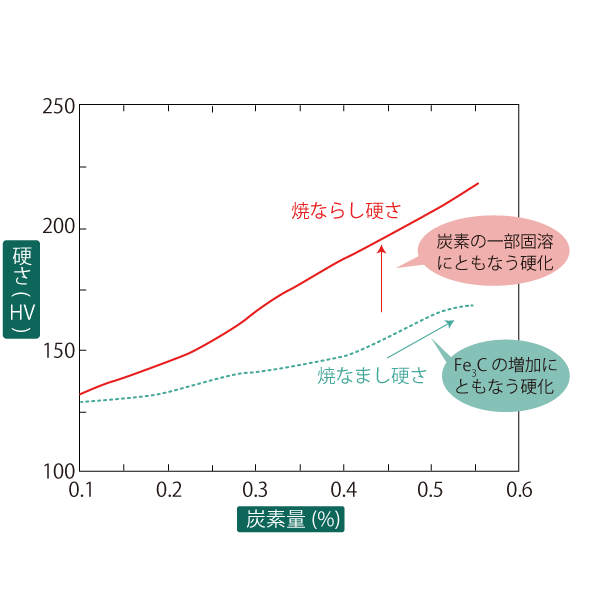
機械構造用鋼(直径25mmの試験片)における完全焼なましおよび焼ならししたときの平均的な硬さと炭素量の関係を示したものです。完全焼なましよりも焼ならし後の硬さが高いことは明らかであり、しかも炭素量が多いほど、その値は上昇することがわかります。
02 金属組織
焼ならしによって得られる金属組織はフェライトとパーライトの混合組織です。ただし、オーステナイト化温度が異なると、同一寸法であり同一鋼種であってもそれらの占有率は異なります。オーステナイト化温度が高くなると、パーライトの占有率は増加して硬さも高くなります。
| 綱種 | 温度(℃) | 硬さ(HB) |
| S15C | 880~930 | 111~167 |
| S20C | 870~920 | 116~174 |
| S25C | 860~910 | 123~183 |
| S30C | 850~900 | 137~197 |
| S35C | 840~890 | 149~207 |
| S40C | 830~880 | 156~217 |
| S45C | 820~870 | 167~229 |
| S50C | 810~860 | 179~235 |
| S55C | 800~850 | 183~255 |
各温度で焼ならししたS35Cの顕微鏡組織と硬さ
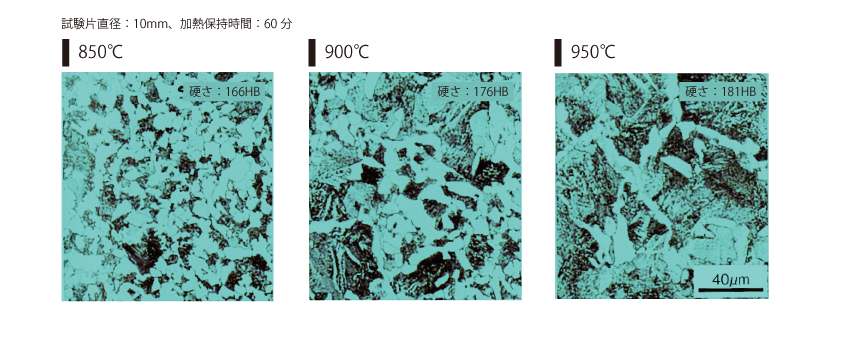
上図のとおり、オーステナイト化温度が高くなるとフェライト量が減少して、パーライト占有率が多くなっていて、同時に結晶粒が粗大化している様相が観察できます。
各温度で焼ならししたSCM435 の顕微鏡組織
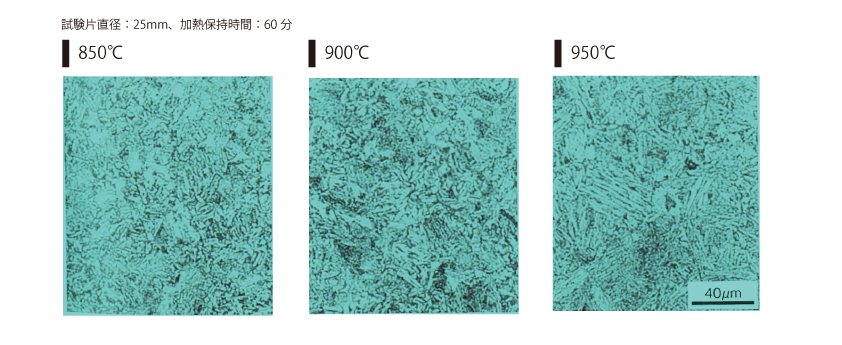
機械構造用合金鋼の場合は、CCT曲線が炭素鋼に比べて長時間側にありますから、上図から明らかなように完全焼なまししたときのような明確なフェライトとパーライトの区別がつきません。これらの硬さは280~285HBもあり、炭素鋼に比べてかなり高い値を呈します。
お問合せ
お気軽にご相談ください
お気軽にご相談ください